真円度および真円度測定器PDFダウンロード




真円度について
| 適応形体 | 幾何公差の種類 | 幾何特性の種類 | 記号 |
|---|---|---|---|
| 単独形体 (データム不要) | 形状公差 幾何学的に正しい形体(例えば,平面)をもつべき形体の形状偏差に対する幾何公差 | 真直度 平面度 真円度 円筒度 線の輪郭度 面の輪郭度 | |
| 関連形体 (データム要) | 姿勢公差 データムに関連して,幾何学的に正しい姿勢関係(例えば,平行)をもつべき形体の姿勢偏差に対する幾何公差 | 平行度 直角度 傾斜度 線の輪郭度 面の輪郭度 | |
| 位置公差 データムに関連して,幾何学的に正しい位置関係(例えば,同軸)をもつべき形体の位置偏差に対する幾何公差 | 位置度 同心度 同軸度 対称度 線の輪郭度 面の輪郭度 | ||
| 振れ公差 データム軸直線を中心とする幾何学的に正しい回転面(データム軸直線に直角な円形平面を含む。)をもつべき形体 の振れに対する幾何公差 | 円筒振れ 全振れ |
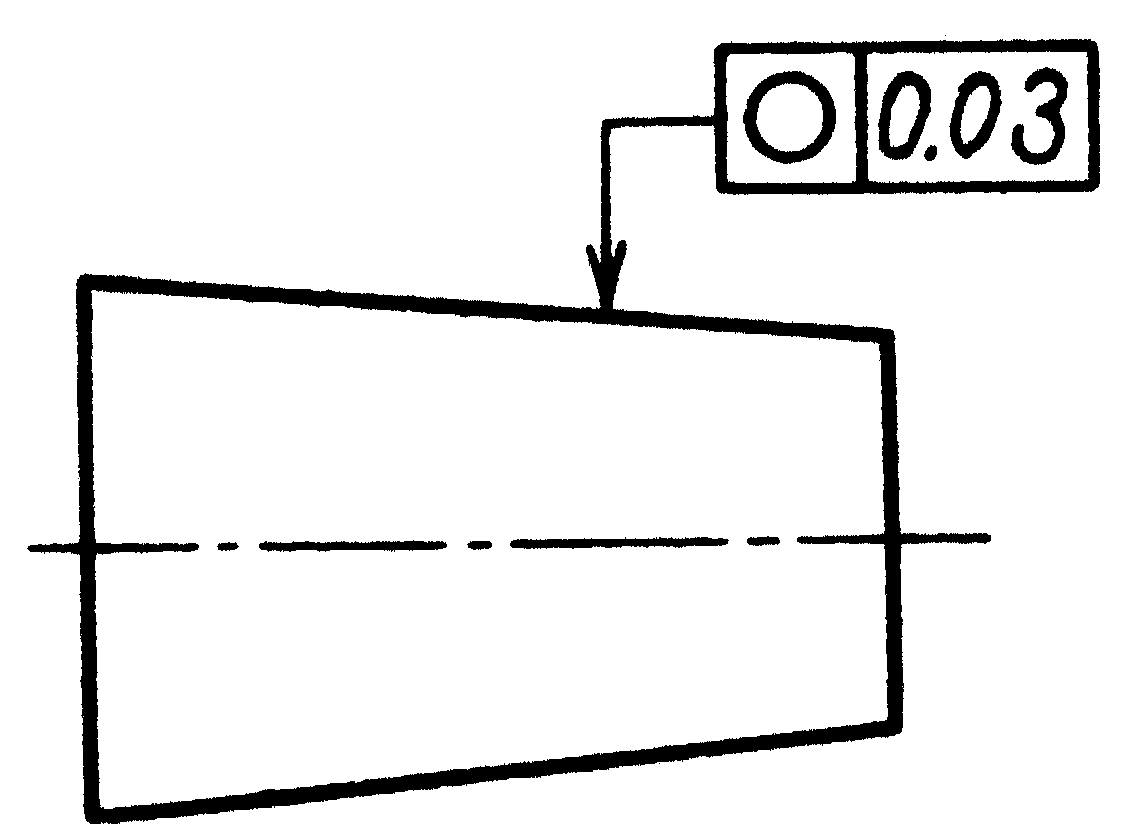
1)定義と図示例
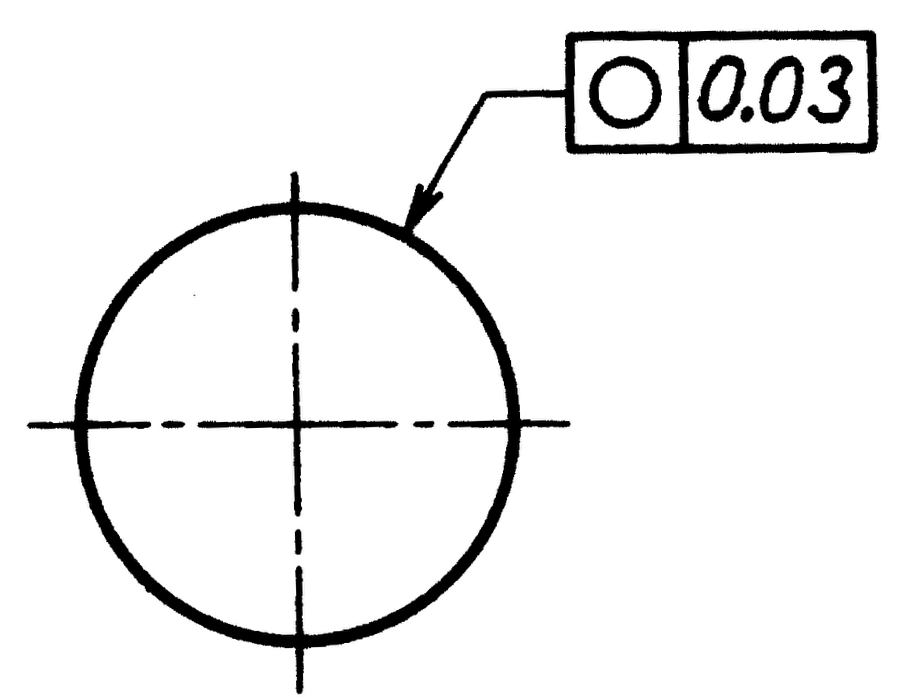
真円度は単独形体に適用される形状公差のひとつであり、”円形部分の幾何学的円からのズレの大きさ”のことです。
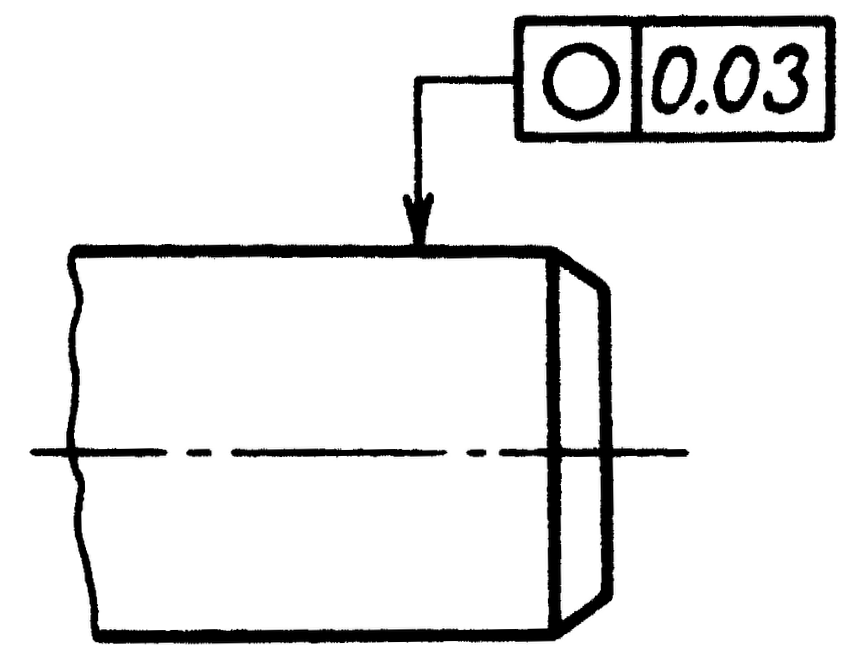
下図は、真円度の図示例を示したものです。
2)公差域(許容域)
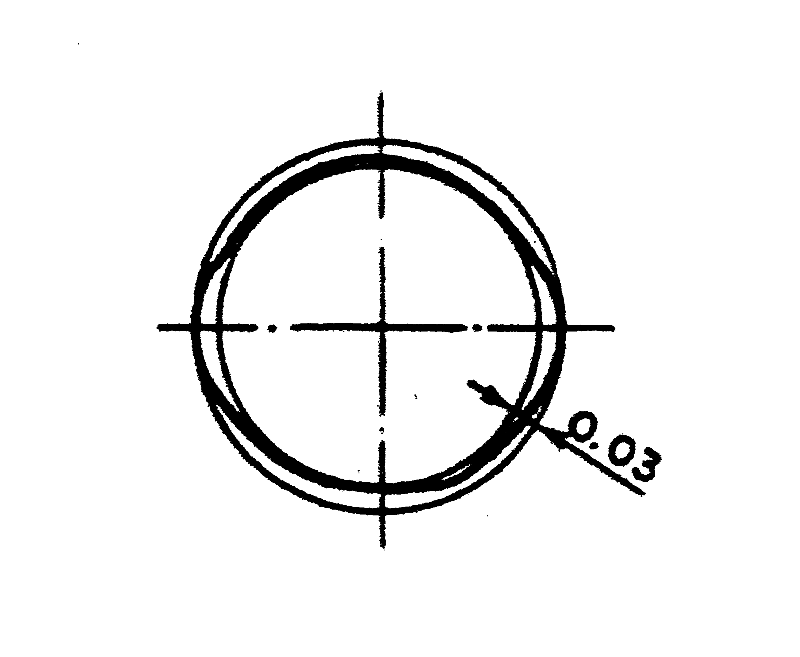
この図は、1)で挙げた図示例の公差域(=許容域)を示しており、この場合の公差域は”半径0.03mmの差を持つ2つの同心円の間の領域”です。
ここで、2つの同心円とは、”最小の円”と”最大の円”のことです。
また、公差値”0.03”は、2つ同心円の半径の差を意味しています。
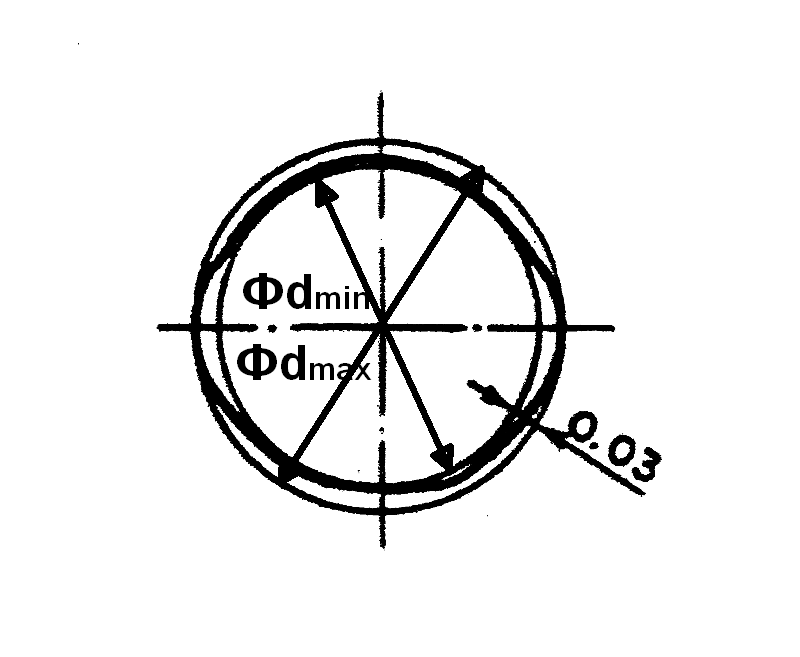
3)測定方法
真円度の測定方法としては、真円度測定機(ロンコムなど)、センター支持による読み取り法、三次元測定機などがあります。
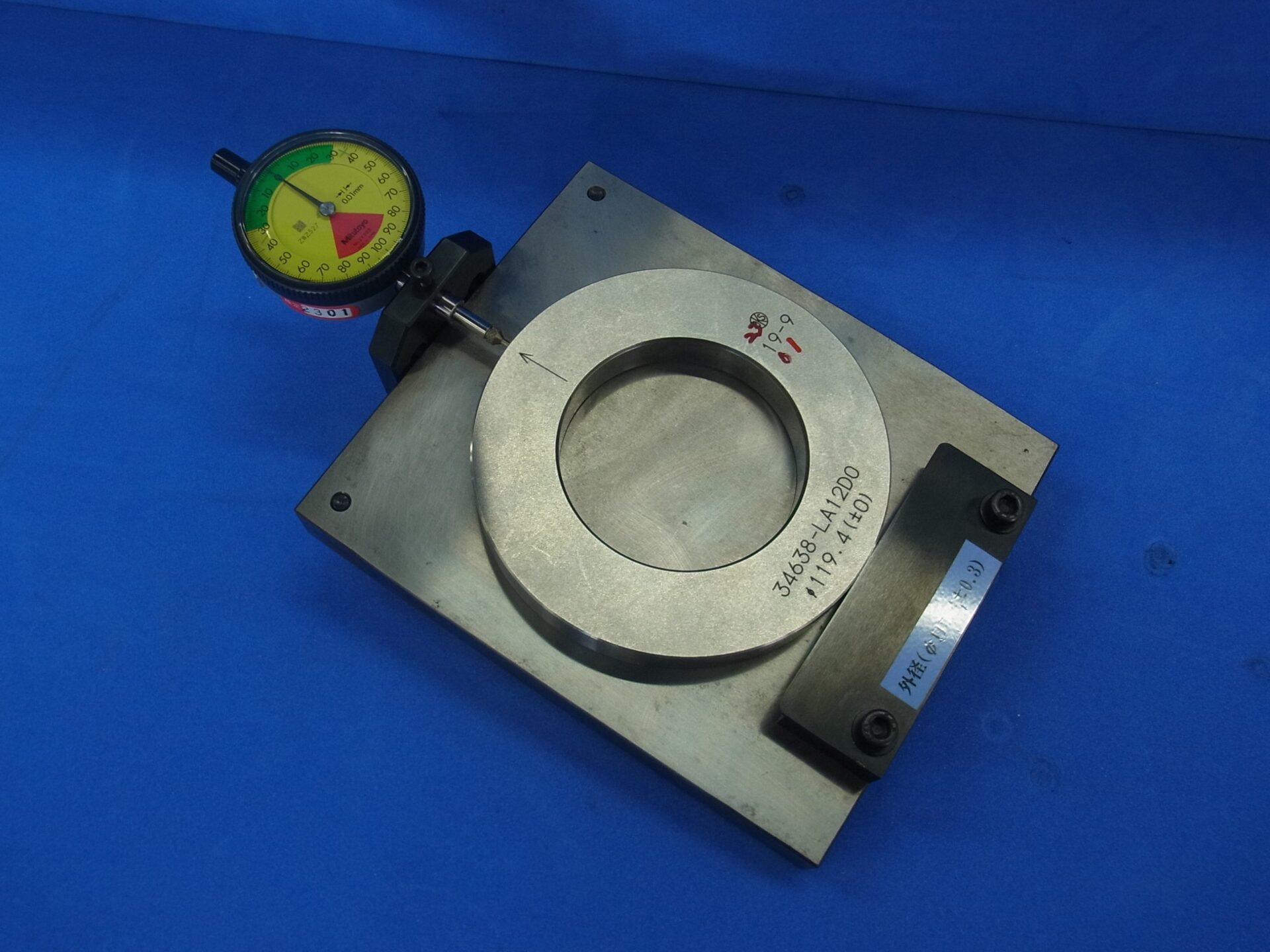
現場的な測定方法としては、ダイヤルゲージを用いた直径測定法があり、kensatoolsの真円度測定器はこれに当たります。
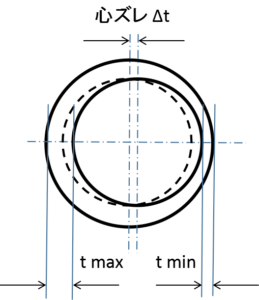
この場合、図のように、最小円の直径をΦdmin、最大円の直径をΦdmaxとすると、真円度は次の式で表されます。
真円度 =(Φdmax ー Φdmin)/ 2
要するに、真円度測定器で対象直径の最大値Φdmaxと最小値Φdminを読み取り、その差の1/2が真円度となります。
楕円形状とおむすび形(3角)における2点測定と3点測定
上で説明したように、kensatoolsの真円度測定器は直径法を用いたものですので直径の測定方法を適切に選択する必要があります。つまり、外径、内径どちらであっても、通常の2点測定とするかまたは3点測定とするかの選択は重要です。
なぜなら測定対象径の円の形によって、測定値に差が出てしまうからです。測定する直径の円の形が、楕円であれば、通常の2点測定の外径測定器(例えば、図(a))でよいですが、もしおむすび形(3角)であれば、2点測定では正確な測定はできない可能性が大きいです。その場合は、3点測定となる真円度測定器(例えば、図(b))を使うとより正確に測定できます。なお、3ツ爪チャックを使った旋削加工やV受けのセンタレス研磨加工は、おむすび形(3角)が発生しやすい加工と言えます。
ASQA-OD-02
ASQA-KK-06
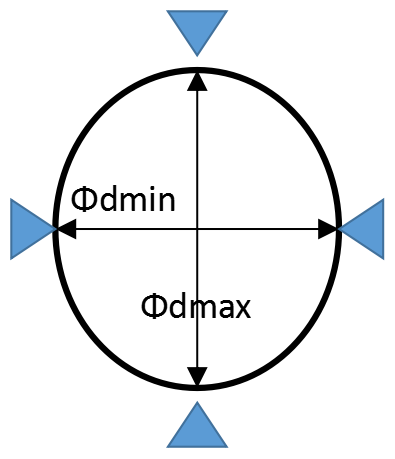
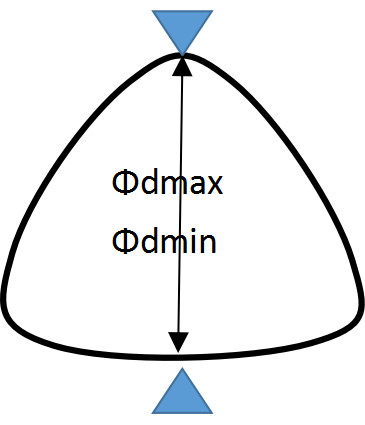
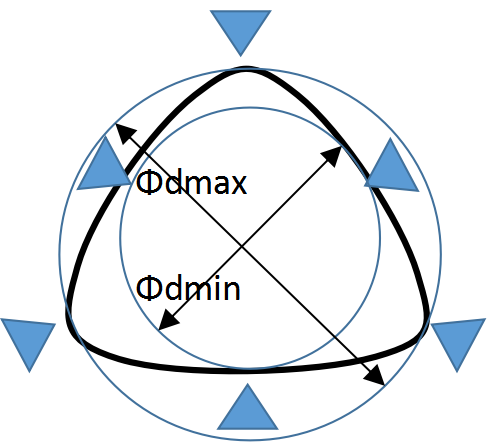
次図を使ってこれをもう少しわかり易く説明します。この図では、▼▲は測定する径を表わし、2点測定なら直線上、3点測定なら3等配(60度)に位置しています。
2点測定の場合、対象径が楕円形状(図(c))であれば、一周回転させながら径を測っていけば、最大値Φdmaxと最小値Φdminは自ずと測れます。一方、おむすび形(3角)(図(d))ならば、最大値Φdmaxと最小値Φdminの差はほとんど現れません。したがって、その差は実際よりも小さくなってしまい、正確な測定とはいえません。
一方、おむすび形(3角)であっても3点測定の場合、最大値Φdmaxと最小値Φdminは図(e)のようにほぼ正確に測定することができます。
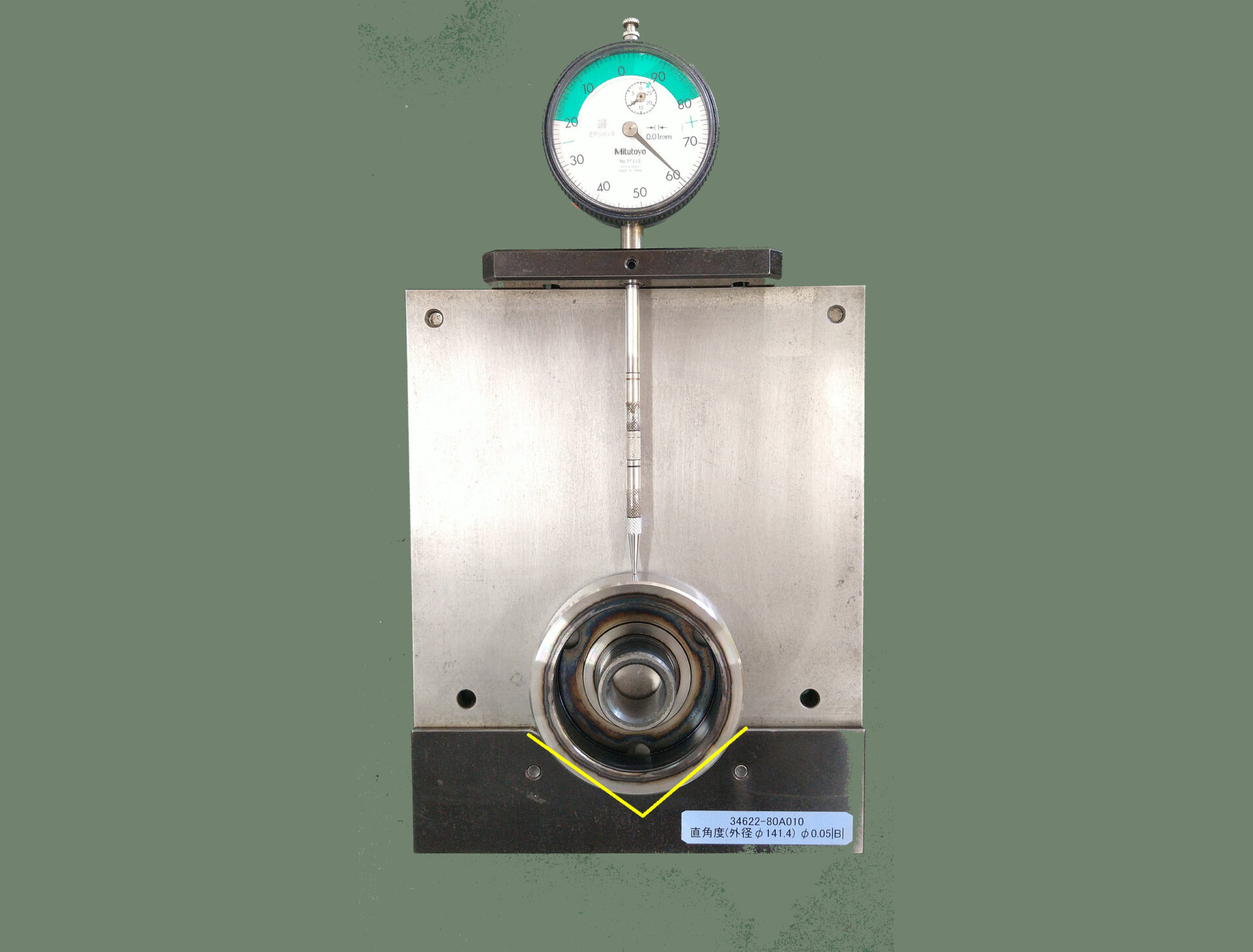
したがって、kensatoolsでは、内径、外径どちらであっても、対象径が楕円形状であれば、2点測定の比較測定器(内径、外径)を選択し、おむすび形(3角)であれば、3点測定の真円度測定器を選択するか、図(f)のような比較測定器(内径、外径)のガイドを工夫し3点測定にしたものを推奨いたします。