比較測定器 ②:測定手順PDFダウンロード

比較測定器とは・・・
内径、外径、高さなどを測定する際に、測定部位の寸法に合わせて予め準備したリングマスターやブロックマスターなどの基準ゲージ(マスターゲージ)と比較して、基準ゲージからの差を求める測定方法を比較測定と呼びます。
比較する際にダイヤルゲージを用い、基準ゲージからの差を数値で求める測定器(「内径測定器」、「外径測定器」、「高さ測定器(平面スタンド)」、「面取り測定器」)と通止めで判定する「限界ゲージ」に分類されます。
比較測定器の測定手順(限界ゲージ以外)
上記の説明のように、限界ゲージを除く「比較測定器」を使用して測定を行う場合、「測定部位の寸法に合わせて予め準備したリングマスターやブロックマスターなどの基準ゲージ(マスターゲージ)と比較して、基準ゲージからの差を求める」ことを行います。これは通常は以下の手順に沿って行います。
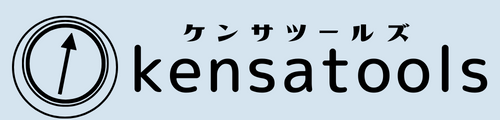
① 比較測定器の準備
外径測定器にダイヤルゲージ(1/100)を取り付け、測定子と測定器のガイドが同じ高さになるように調整します。
外径用マスターリングは、大抵の場合、外径寸法を測定寸法値で製作されています。
マスターゲージは内径・外径測定の場合はマスターリング、高さ・幅測定の場合はマスターブロックを用います。
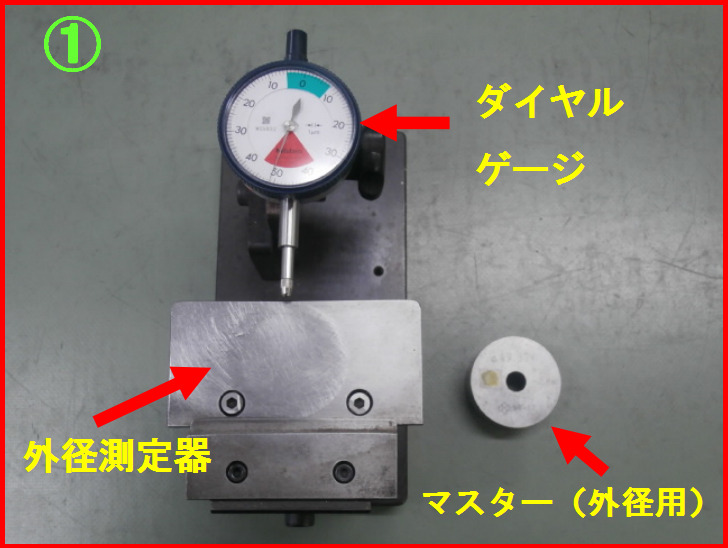
② マスター合わせ
(ゼロ合わせ)
「マスター合わせ」とは、測定寸法に合わせた基準となるマスターゲージ(この場合は外径用マスターリング)を使ってダイヤルゲージの針を”0(ゼロ)”に合わせる作業のことです。これは「ゼロ合わせ」とも呼ばれます。
上図では、針の先端が緑の部分の”0(ゼロ)”に合わせます。

③ 対象をセットし、
ダイヤル値を読む
対象製品をセットし、ダイヤル値を読みます(針が示す値を読む)。
上図の例では、対象製品を下のガイドに当てながら横にスライドさせると針が動くのでその最大値が外径の測定値となります。
図では、その測定値はゼロから右(+)に5目盛を示しているので+0.05と読み取れます(1目盛は0.01)。この製品の外径は緑の部分が公差ですので、針は公差内で合格と判定できます。また、外径寸法=マスター値+0.05となります。
図.比較測定器の測定手順
なお、上図の「②マスター合わせ」は、通常測定を実施する前に行いますが、その頻度は測定内容によります。ダイヤルゲージのゼロ合わせは基本的にズレることはないので通常は始業時に実施すれば問題ありません。ただし、厳しい公差の場合や温度変化が敏感に測定値に影響する場合などでは頻度を増やす必要がありますし、測定の直前に毎回実施する場合もあります。
限界ゲージの測定手順
「限界ゲージ」は機械部品の寸法が許容される寸法公差の範囲内にあるかどうかを検査するために用いられるゲージです。最大許容寸法の”通りゲージ”と最小許容寸法の”止まりゲージ”からなり、”通りゲージ”が通り、かつ、”止まりゲージ”が止まる(通らない)場合に、公差内にあるつまり合格と判定されます(次図参照)。

① 限界ゲージの準備
- 外径検査用限界ゲージ(左)
*ハサミのような形状から「ハサミゲージ」と呼びます - 対象製品(検査部位は画像の製品の口元の加工部分の外径)
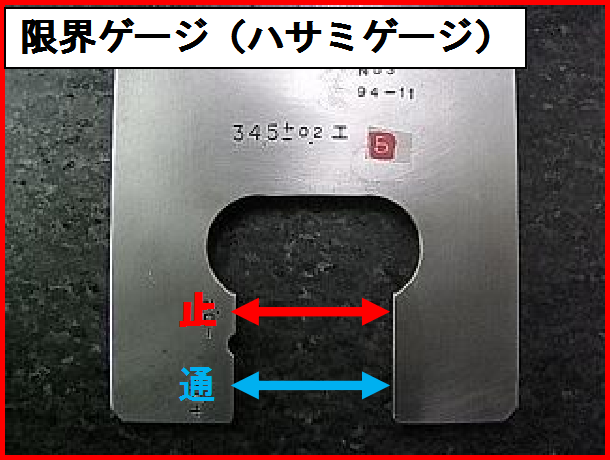
② 限界ゲージの通止め
今回の限界ゲージは、通り部分と止まり部分が一体化されており、以下のように製作されています。
(通りゲージ部)
ゲージの開口部の入り口側(図の”通↔”)の開口部の長さ
=製品寸法の公差の最大許容寸法
(止まりゲージ部)
開口部の奥側(図の”止↔”)の開口部の長さ
=製品寸法の公差の最小許容寸法
③ 対象をセットし、
通止めを確認
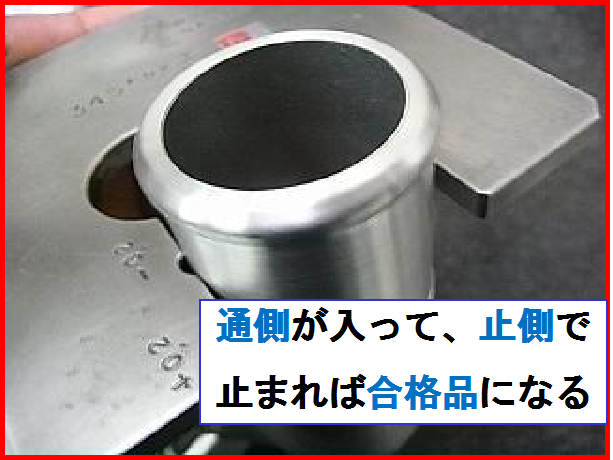
図のように、対象製品を手に持ち、検査対象の外径部を開口部入り口側の通りゲージ部から通します。対象製品の外径が公差内であれば開口部の長さより小さくなるのでスムーズに通過させられます。
次に、そのまま奥側に向かって製品を移動させます、奥側の止まりゲージ部では、対象製品の外径が公差内であれば開口部の長さより大きいので動かせなくなり止まります。
そうなれば、外径の寸法が公差内であることがわかり”合格品”と判断されます。
なお、外径が規格をはずれ公差より大き過ぎる場合には、最初の通りゲージ部が通らず”外径大”の規格外品と判定され、反対に、公差をはずれ小さ過ぎる場合には、止まりゲージ側も通過してしまい、”外径小”の規格外品と判定されます。
図.限界ゲージの測定手順
