測定器の選定PDFダウンロード
測定器を選定する際に気を付けるポイント
製品を測定する際に、その製品図面の寸法、公差に基づいて測定器を選定します。
しかしながら、世の中には沢山の種類の測定器が存在し、例えば、”長さ”を測る測定器一つをとっても、スケール、ノギス、マイクロメータ、ダイヤルゲージを使った比較測定器、三次元測定機、投影機などと種々さまざなな測定器があり、その選定には留意が必要です。したがって、ここでは多種多様な測定器の中から適切な測定器を選定するために気を付けるポイントについて説明したいと思います。
下記は測定器を選定する際に気を付けるポイントをまとめたものです。なお、数字が小さい方がより重要な項目です。
- 測定に求める精度に応じた測定器を選ぶこと
- 測定する対象物の特性(形状や材質)を考慮すること
- 測定のし易さと許容できる測定誤差を考慮すること
- コストパフォーマンスを考慮すること
- メンテナンスのしやすさを考慮すること
以下でそれぞれについて説明していきます。
❶ 測定に求める精度に応じた測定器を選ぶこと
これは最も重要なポイントであり、これを満足しなければ求める精度の測定をすることはできません。
測定器は測定の目的に応じて異なる特性を持っています。例えば、高精度な測定を行いたい場合には、高精度な測定器を選択する必要があります。測定にどの程度の精度が必要なのかは、一般的には図面の公差で決まります。
最も一般的な特性である”長さ”を測る場合であれば、必要な測定精度に応じた測定器は下表の通りです。
| 精度 | 代表的な測定器 |
|---|---|
| 1mm単位の精度 | スケール 巻尺 |
| 0.1mm単位の精度 | ノギス (デジタルノギス) |
| 0.01mm単位の精度 | マイクロメータ テストインジケータ |
| 0.001mm単位の精度 | ダイヤルゲージを使った比較測定器 三次元測定機 画像測定機 |
この表では、下に行く程精度が高くなりますので下の測定器は上の測定精度の測定にも使えます。
ただし、1mm単位の精度でいいのであれば、測る”長さ”がそれほど長くなければスケールを、ある程度長ければ巻尺を選ぶのが妥当であって、ここでわざわざ三次元測定機で測るのは過剰品質と言えそうです。
例えば、測定する箇所の寸法および公差が5mm±1mm(=4mm~6mm)であるならスケールを当てれば測ることができますのでその測定方法で必要十分ですが、それを三次元測定機で測ると小数点以下4桁まで測定でき、例えば”5.1234mm”といった結果が得られますが、この例では小数点以下の数字は必要ないのです。この例のように、過剰品質は、コストの増加や時間の無駄などを引き起こすことがあるので留意が必要です。
❷ 測定する対象物の特性(形状や材質)を考慮すること
測定器を選定する際には、測定する対象物の形状、性質や特性を考慮することが重要です。
形状については、例えば、測定対象物が円筒形状でその直径を測定しようとすると、端面部分でスケールを使って直径を測定するならば最大の長さ(=直径)を目分量で測ることになり、スケールという測定器の精度を下回ってしまいます。端面以外で測ろうとすれば、さらに精度を落とすことになります。
対象物の性質や材質については、例えば、ゴムなどの柔らかい材質や薄物の測定は通常の測定器では変形させてしまい誤差が大きくなってしまう恐れがあるので変形を最低限にとどめる測定圧をもった測定器を選定するか、レーザーや画像などの被接触の測定機を採用するなどを選ぶ必要があります。
❸ 測定のしやすさと許容できる測定誤差を考慮すること(「検査」or「測定」)
作業効率を重視する場合には、操作が簡単で扱いやすい測定器を選択することが重要です。測定のしやすさ、扱い易さというのは、効率よくできるという要素と誤差が小さくできるという要素の2つの面で考慮する必要があります。要するに、
測定のしやすさ=効率性のよさ+誤差の小ささ(繰り返し、個人)
と表すことができます。
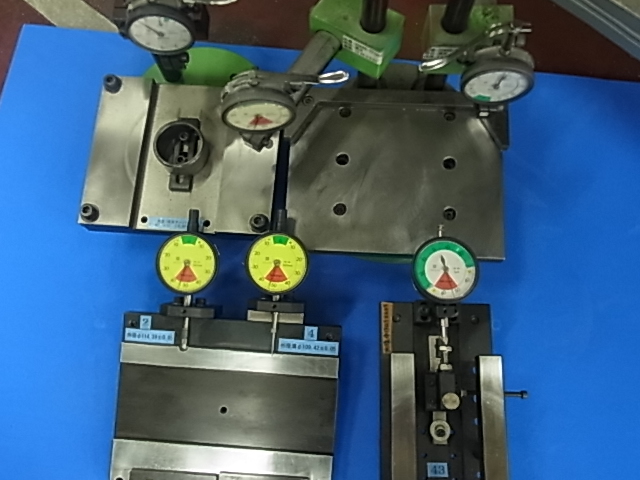
測定のしやすさについて、上表の長さを測定する場合のノギス(アナログ)、マイクロメーター(アナログ)、ダイヤルゲージを使用した比較測定器、三次元測定機の4つを例にとって比較してみます。
効率性のよさというのは、この場合、測定速度のことですので、以下のようになります。
効率性のよさ:(速い)比較測定器>ノギス、マイクロメーター>三次元測定機(遅い)
比較測定器は専用に設計されているため、対象物をセットする時間も効率化され、ダイヤルゲージの針の止まった目盛りを読み取るだけでよく、効率は最も優れています。それに対し、ノギス、マイクロメーター(アナログ)はバーニア(副尺)の目盛りを読み取るのに秒単位の時間が余分に掛かります。さらに、三次元測定機は装置の立ち上げや対象物のセッティング、ゼロ座標や軸設定などの操作に分~時間単位の時間が余分に掛かってしまうため、効率性は最も劣ります。
また、誤差の大きさというという面からは、以下のようになります。
誤差の大きさ:(誤差小)比較測定器=三次元測定機>ノギス、マイクロメーター(誤差大)
比較測定器や三次元測定機の測定では、個人誤差や繰り返し測定したときの誤差を小さく抑えることができるのに対し、ノギスやマイクロメーターは対象物へのジョーやアンビルのセッティングにカン・コツが必要であり、繰り返し誤差や個人誤差が出やすくなります。
さらに、測定器の使用目的が「検査」なのか、「測定」なのかによっても、求める測定のしやすさが違ってくることも留意すべきです(「01 「検査」と「測定」の違い」参照 )。要するに、「測定」は「対象物の測定値を得ること」であるのに対し、「検査」は「最初に決めた検査基準に対し合否を判定すること」ですが、この場合の考慮すべき違いは「合否判定」するかどうかです。
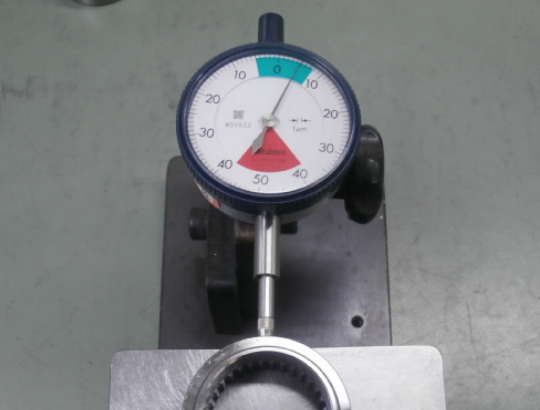
測定器を「検査」に使用し、なんらかの合否判定を行う場合、比較測定器はダイヤルゲージに公差など合格範囲に色を付けたり(左図参照)、ガラス部に明示したりして判定を一目瞭然にすることができるのに対し、ノギス、ダイヤルゲージは数値を読み取りしたあと、人の頭の中でその数値と基準の数値の大小の比較をする必要があるため、一目瞭然という訳にはいかないばかりかヒューマンエラーも起きやすくなります。三次元測定機の場合は、予め基準値を入れてその差を求めるように操作することによって一目瞭然に判定することが可能です。
❹ コストパフォーマンスを考慮すること
測定器を選定する際には、コストパフォーマンスも重要な要素です。適切な測定器を選択するためには、コストと性能のバランスを考慮する必要があります。高性能な測定器は高価ですが、その性能が必要ない場合には、無駄なコストをかけることになります。❶項で説明したスケールと三次元測定機の例がそれにあたります。
❺ メンテナンスのしやすさを考慮すること
測定器は長期間使用することが多いため、メンテナンスが必要です。そのため、測定器を選定する際には、メンテナンスのしやすさや部品の入手性なども考慮する必要があります。また、測定器では特に対象物と接触する部分には、摩耗やキズがつかず、かつ経年変化による変形量がないように適切な素材に適切な熱処理または表面処理を施した材料を使用するといった対応が必要です。