真円度測定器による試作品測定工数の改善PDFダウンロード
以前の記事「真円度および真円度測定器」で幾何特性としての真円度とその測定方法および kensatools の真円度測定器について説明しました。
ここでは、そのkensatoolsの真円度測定器を使うことで実施した測定工数の改善について説明します。改善内容としては、真円度測定で測定方法をロンコム真円度測定器から汎用の真円度測定器に変更して、測定工数80%の削減が達成できたというものです。なお、この汎用の真円度測定器は kensatools で扱っているもの(ASQA-KK-06)です。
1. 当社の創意工夫活動について
当社では、職場の改善活動の一環として「創意工夫活動」を行っています。
これは、部署内のメンバーが個人あるいは2、3名の小チームに分かれ、QCストーリーに沿って自分たちの課題を創意工夫で改善していく活動です。活動期間は半年で、課題出しから効果確認までを半年で行い、それを年に2回実施しています。なお、この創意工夫活動は半年ごとにその活動内容を評価し、その中で優れた活動は表彰されます。
今回説明する「真円度測定器による試作品測定工数の改善」もその一つであり、技術部門のアイディア賞として表彰されました。
2. テーマ「汎用真円度測定器による試作品測定工数の改善」
1)目標
真円度の測定工数を50%削減する。
2)改善内容
号口開始前の試作品には専用測定器が整備されておらず、幾何公差の真円度を測定するためには真円度測定機(ロンコム)を使用する必要がある。試作加工ロット毎にN=3の測定データが必要であり、そのための真円度の測定工数の負荷が大きいため、汎用の真円度測定器を使用することで工数低減を実現した。
○ BEFORE(改善前)
<ロンコム真円度測定器にて測定>
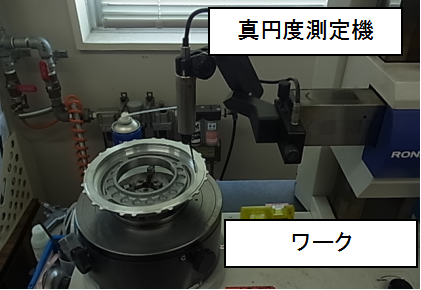
<現状の問題点>
- ワークを変更する度にロンコムの測定準備が必要
- データ作成(解析結果のまとめと測定情報の入力)に時間がかかる
<現状の測定時間(ロンコム使用)>
| 手順 | 所要時間 |
|---|---|
| ① ワークセット(N=3) | 30秒 |
| ② 測定準備センタリング×2、レベリング×1 (N=3) | 690秒 |
| ③ 測定トレース×11箇所(N=3) | 990秒 |
| ④ 解析処理×11箇所(N=3) | 1980秒 |
| ⑤ データ作成×11箇所(N=3) | 2700秒 |
| 合計 | 6390秒 (106分) |
⇒ 試作品1件の真円度測定に必要な時間:約106分(N=3)
○ AFTER(改善後)
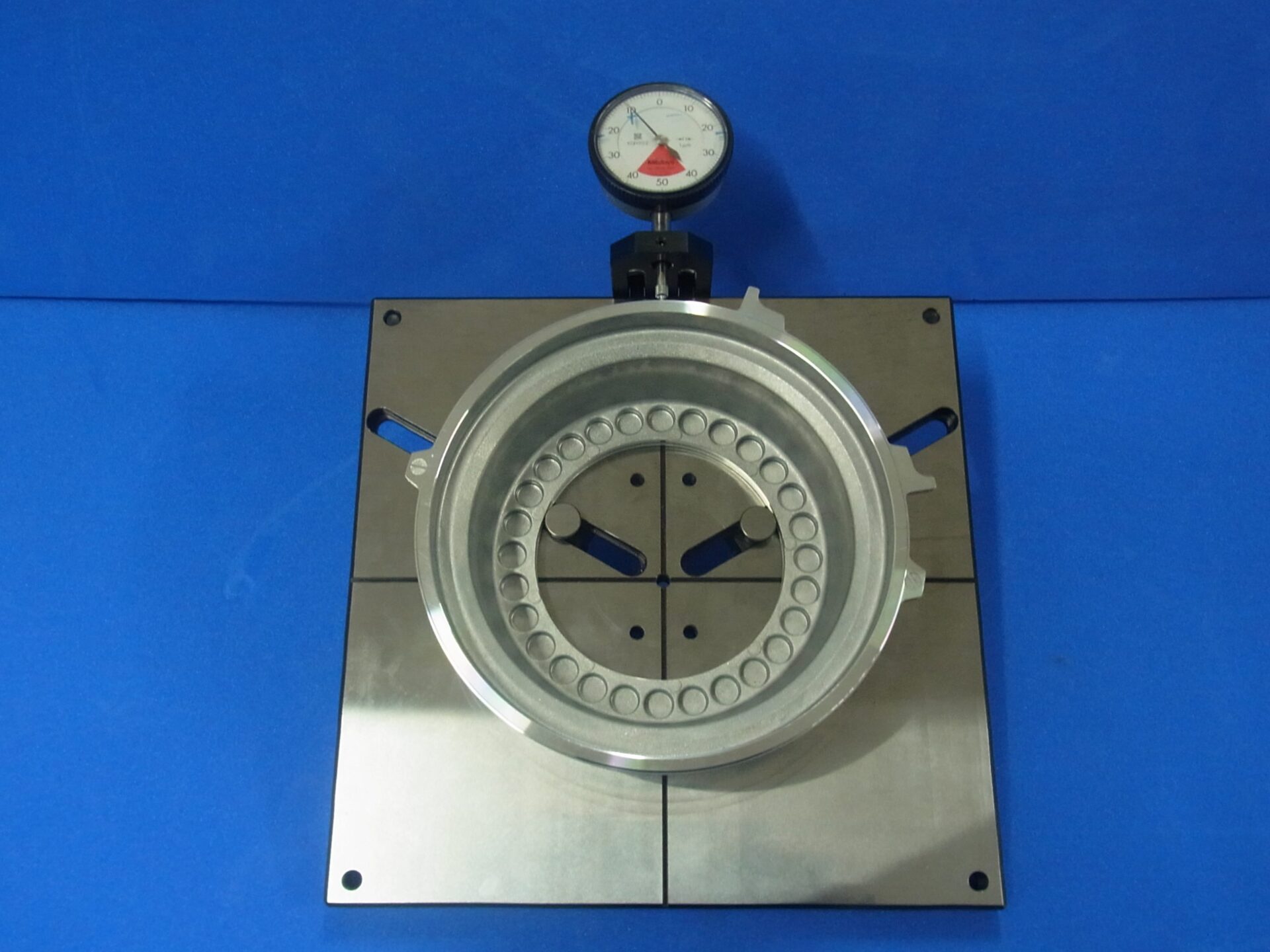
<汎用真円度測定器(ASQA-KK-06)にて測定>
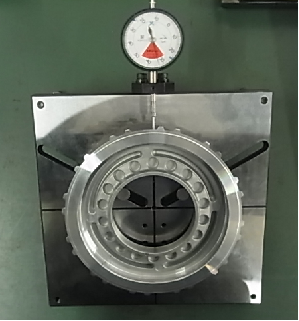

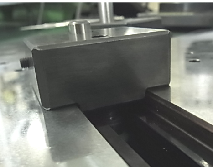
データムA軸用基準ピンの位置をワーク径に合わせスライド調節とワーク高さに合わせた調節が可能(上図)
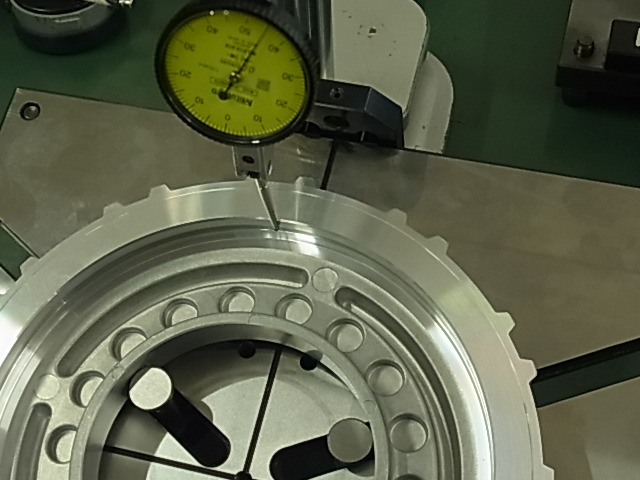
測定困難な部分はハイトゲージと併用で解決(左図)
<改善後の測定時間(汎用真円度測定器 ASQA-KK-06 使用)>
| 手順 | 所要時間 |
|---|---|
| ① 基準ピン位置、高さ調整×1回 | 400秒 |
| ② ダイヤルブラケット位置調整×2回 | 210秒 |
| ③ ハイトゲージ位置調整×2回 | 180秒 |
| ④ 測定×11箇所 ×N=3 | 495秒 |
| 合計 | 1285秒 (21分) |
⇒ 試作品1件の真円度測定に必要な時間:約21分(N=3)
なお、①~③の部品調節は測定毎に行いN=3まとめて測定するため、3回分の調節が不要になる。
<解消された問題点>
- ワーク変更の度の位置調整が不要に(同一測定部位をまとめて測定可能)
- データ作成時間の削減(図面に直接書き込みのため)
3)改善効果
- 試作1件当たりの削減時間:106分-21分=85分 ⇒ 80.1%の削減達成<目標達成>
- 過去10ヶ月間の試作データ採取件数:82件 ⇒ 8.2件/1ヶ月に換算
年間試作データ採取件数:8.2×12ケ月=約98件
年間削減効果:85分×98件=8330分⇒約138.8時間×3,500円/hr=485,800円の効果

